
CNC Aluminum Profile Machining Center vs. Conventional Drilling | MALIDE

If you still run separate drilling and milling steps on aluminum profiles, you already know where the friction is. One machine drills, another one mills, the part gets reclamped, the operator checks the position again, and small errors start stacking up. That is why this comparison matters. When you are choosing between an aluminum profile machining center and conventional drilling machines, the real question is not just price. It is whether you want shorter setup time, steadier machining accuracy, and less wasted motion in daily production. A compact published example in this category is the QCL-CNC800QFT2 CNC drilling and milling machine, which is built for two-side processing in one clamping and targets batch work on home profile parts.
If you are also judging the builder, MALIDE is a useful reference point. The company presents itself as a national high-tech enterprise focused on intelligent aluminum alloy equipment, with a 6,000 m² production base, more than 50 employees, and over 5,000 client collaborations since 2017. Its published product range covers profile machining centers, gantry machining centers, horizontal profile machining centers, and profile cutting saws. The listed application fields include aluminum doors and windows, curtain wall aluminum profiles, industrial aluminum work, and custom home furnishings. That matters because machine choice is never only about spindle speed. In real shops, support, spare parts, training, and whether the supplier actually knows your part family matter just as much.
What Is an Aluminum Profile Machining Center?
At a practical level, an aluminum profile machining center is built to do more than one job in one flow. Instead of treating drilling, slotting, chamfering, and milling as separate stations, it pulls them into a more connected process. That is where process integration starts to show real value.
What Jobs Can It Handle?
Published machine data in the product library shows a wide process range. Some models are suitable for milling, chamfering, flat carving, and optional tapping of circular and slot holes for doors, windows, and curtain wall profile work. The QCL-CNC3000SFT6 and QCL-CNC3000SFT12, for example, are listed with 3000 mm X travel, 400 mm Y travel, 300 mm Z travel, 24,000 r/min spindle speed, ISO30 taper, and 6 or 12 tool capacity. That is not a small step up from basic conventional drilling machines. It changes what you can finish on one setup.
Why Does It Fit Mixed and Batch Work?
This is where aluminum profile processing gets more realistic. Shops do not only run one easy hole pattern all week. Orders change. Fixtures change. Parts get revised. The compact QCL-CNC800QFT2 is published with 800 mm X travel, 350 mm Y travel, 300 mm Z travel, 18,000 r/min, dual 3.5 kW spindles, and 0°/90° two-sided pneumatic flipping. Its product page also states that it can process two surfaces in one clamping and switch between one drilling spindle and one milling spindle. For batch production, that kind of layout can cut idle handling and keep the part moving.
How Do Conventional Drilling Machines Slow You Down?
There is nothing mysterious here. Traditional drilling machines still work for simple holes and low-volume jobs. The trouble starts when the part needs more than that. Then the old routine becomes expensive in quiet ways.
Where Does Time Get Lost?
Time goes into loading, locating, clamping, checking, drilling, unclamping, moving the part, and doing it again for the next face. That extra manual repositioning stretches setup time and chips away at production efficiency. On paper, each step looks small. On a busy floor, those minutes pile up fast, especially when delivery is already late by one afternoon.
Why Does Error Build Up?
Every reclamp adds risk. Once the workpiece moves between stations, cumulative error becomes harder to control. A basic drilling machine may still hit the mark on simple work, but profile parts with side holes, slots, and surface features usually ask for tighter relationships between faces. That is why aluminum profile machining often outgrows a one-process machine sooner than people expect. The reference comparison article on the market makes the same broad point: manual intervention and repeated repositioning tend to slow production and raise variation when geometry gets more complex.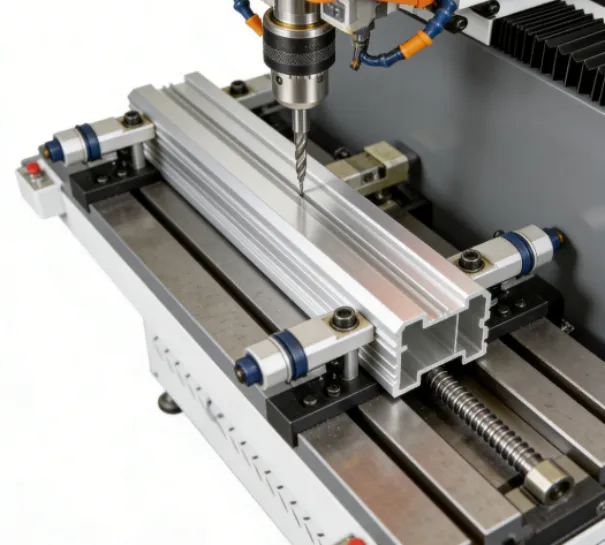
Which One Performs Better in Daily Production?
For most buyers, the answer comes down to three things: part quality, shop rhythm, and labor pressure. That is where the gap between an aluminum profile machining center and conventional drilling machines becomes easy to see.
How Is Machining Accuracy Affected?
Better machining accuracy usually comes from fewer interruptions. When a machine can keep more operations in one coordinate system, you have fewer chances to lose position. Published product descriptions for this equipment family repeatedly stress servo control, three-axis linkage, and multi-side flipping for profile work, which all point in the same direction: less handling, steadier results.
How Do Setup Time and Workflow Change?
A machining center shortens the chain. The QCL-CNC800QFT2 page says the machine can reduce equipment, adjustment, production preparation, and inspection steps by processing two surfaces in one clamping. It also notes that when the part changes, you mainly change tooling, clamping method, and program, rather than making a long list of mechanical adjustments. That is a direct answer to the buyer who worries about changeovers.
What About Multi-side Machining and Process Range?
This is the strongest case for moving up. Published models in the same product family cover 0°/90° two-side processing and 90°/0°/-90° three-side servo flipping. They are also presented for curtain wall aluminum profiles, aluminum doors and windows, and minimalist home profiles. In simple words, you are not just buying a faster drill. You are buying multi-side machining, drilling and milling, and a machine platform that fits more profile types without turning the workflow into a relay race.
Which Option Fits Your Shop Better?
The right answer depends on the parts you run every day, not on a brochure headline. Some shops still do fine with basic equipment. Others are already losing time and margin without admitting it.
When Do Conventional Drilling Machines Still Make Sense?
They still fit simple parts, short runs, tight budgets, and jobs where one face and one hole pattern are enough. If your work rarely changes and labor is stable, conventional drilling machines can still be a practical choice.
When Does an Aluminum Profile Machining Center Make More Sense?
If you need faster changeovers, lower operator dependence, steadier batch quality, and a cleaner path from drilling to milling, an aluminum profile machining center is the stronger fit. That is especially true for custom home furnishings, doors and windows, and curtain wall work where one part often asks for more than one face, more than one feature, and less room for error.
FAQ
Q1: What is an aluminum profile machining center?
A: It is a CNC machine used for integrated aluminum profile processing, often combining drilling, milling, chamfering, and sometimes tapping in one workflow.
Q2: Are conventional drilling machines still useful?
A: Yes. They still suit simple hole-making, small batches, and lower budgets. They become less attractive when parts need several faces or several processes.
Q3: Why does setup time matter so much?
A: Long setup time slows delivery, raises labor cost, and often brings more manual checks. In profile work, that delay shows up quickly.
Q4: How does multi-side machining help?
A: Multi-side machining reduces reclamping and helps control position across different faces, which improves machining accuracy and lowers the chance of cumulative error.
Q5: Which machine is better for batch production of aluminum profiles?
A: For repeat work with drilling, milling, and profile flipping, an aluminum profile machining center is usually the better choice for batch production.




