
Walk into any façade shop and you’ll see the same scene: long aluminum extrusions stacked like rails, tape measures hanging off workbenches, and a saw station that never sleeps. When the schedule is tight, the saw becomes the heartbeat of the line—and also the source of most headaches. If you build window frames or curtain-wall units, small cutting errors snowball later during assembly and on-site install. This guide breaks down the typical problems, the root causes, and how a modern aluminum profile cutting saw machine for window fabrication (especially CNC and double-head formats) keeps your work on track.
Why Cutting Precision Matters in Curtain-Wall and Window Projects
What Happens When the Cut Is Off—Even a Little
A profile that’s 0.6 mm short rarely looks like a disaster at the saw. The trouble shows up during frame squaring, gasket fit, and anchor alignment. Miter gaps invite water. Bowed mullions create racking that site teams fight with shims and patience. A 6-meter extrusion that’s off by a millimeter can push a frame corner out of square by several millimeters after assembly.
Tolerances You Actually See on the Floor
For most façade packages, fabricators aim for:
- Length tolerance: ±0.1–0.2 mm on repetitive cuts
- Miter angle tolerance: ±0.05–0.1° on visible corners
- Surface finish: clean edge with minimal burrs (less post-polish)
Hitting those numbers is a mix of blade condition, clamping, servo accuracy, and chip control. It’s also about people flow: who runs the saw on Monday morning vs. Friday afternoon. Real life matters.
Common Problems—and the Fastest Way to Triage Them
1) Burrs and Rough Edges
Symptoms: Scratches on visible faces, extra sanding, sealant issues.
Usual causes: Dull blade, wrong tooth geometry, dry cut on gummy alloys, or chatter.
Quick fixes:
- Use the right blade (carbide or diamond-tipped) with proper tooth count for the wall thickness.
- Keep feed/speed balanced; too slow can rub, too fast can tear.
- Add controlled lubrication or mist cooling to reduce built-up edge.
2) Angle Drift on Miters
Symptoms: Corners won’t close; gaps show after powder-coat.
Usual causes: Positioning wear, thermal shift across a shift, or sloppy clamping on thin profiles.
Quick fixes:
- Calibrate angle heads before a long batch.
- Verify clamp pressure and pad material (avoid marking).
- On CNC, run a short warm-up routine to stabilize the system.
3) Length Inconsistency Across a Batch
Symptoms: Stack of parts shows a “step” when aligned.
Usual causes: Manual stops, tape-measure reliance, or backlash in the feed system.
Quick fixes:
- Use servo-driven positioning and a rigid back-gauge.
- Probe or sample every 20–30 pieces until the line is steady.
- Avoid re-zeroing mid-shift unless you log it.
4) Thin-Wall Deformation
Symptoms: Slight crush marks, out-of-plane faces, or odd squeal sounds during cut.
Usual causes: Over-clamping, chatter, or blade runout.
Quick fixes:
- Use wider, softer clamp pads and support the profile close to the blade.
- Check spindle and blade runout; replace bent flanges.
- Reduce feed on entry/exit to prevent “snatch.”
5) Aluminum Chips Everywhere
Symptoms: Clogged guards, short blade life, finish defects.
Usual causes: Weak extraction, wrong chip flow path, or dry cutting dense sections all day.
Quick fixes:
- Improve chip extraction or use a stronger vacuum.
- On CNC platforms, set chip-break routines and timed blast cycles.
- Clean guards and swarf paths at breaks; a five-minute clean saves an hour later.
Problem–Cause–Fix at a Glance
| Common Issue | Likely Cause | Fastest Fix |
| Burrs / rough edge | Dull blade, wrong tooth, dry cut | Sharp carbide/PCD blade, balanced feed/speed, mist cooling |
| Angle mismatch | Head drift, poor clamping | Calibrate angle head, clamp review, warm-up cycle |
| Length variation | Manual stops, backlash | Servo positioning, rigid back-gauge, periodic sampling |
| Thin-wall crush | Over-clamp, runout, chatter | Softer pads, check runout, gentle entry/exit |
| Chip build-up | Weak extraction, dry cut | Stronger vacuum, chip-break cycles, quick cleanouts |
Why CNC and Double-Head Designs Fix Most of This
Servo Accuracy and Repeatable Positioning
A CNC aluminum profile cutting saw machine for window fabrication brings servo-driven stops and angle control. That means consistent length and tight miters without babysitting. You get repeat accuracy across the shift—even as temperature swings a bit.
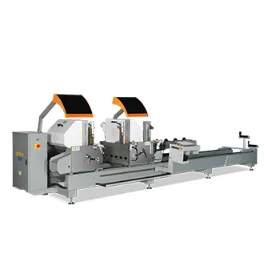
Double-Head Precision for Miter Work
An aluminium profile cutting saw double head precision setup cuts opposing miters in one cycle. Less handling, fewer re-clamps, and better corner geometry. On long mullions and transoms, the time savings and angle consistency are obvious. Site crews notice when frames fit without wrestling.
Automatic Cycles for Structural Frames
For higher-volume cells, an automatic aluminum profile cutting saw for structural frames loads, positions, cuts, and ejects with minimal operator input. Add barcode/job data at the start of the shift and let the line run. It’s not magic. It’s just fewer human steps between profiles.
Manual vs. CNC Saws (What Changes Day-to-Day)
| Feature | Manual Saw | CNC / Double-Head Saw |
| Length tolerance | ±0.5 mm (depends on operator) | ±0.1–0.2 mm typical |
| Angle control | Fixed/manual settings | Servo-driven, programmable |
| Throughput | 1–2 profiles/min | 3–5 profiles/min (profile-dependent) |
| Re-clamps | Frequent | Far fewer |
| Training | Higher skill needed | Shorter ramp with recipes |
| Best use | Small shops, one-offs | Window & curtain-wall lines, repeat jobs |
Setup and Maintenance Habits That Pay Off
- Blade care:Track blade hours, not days. Replace before burrs spike.
- Clamp pads:Use pad material that grips without marking coated surfaces.
- Fixture support:For thin sections, support near the cut to reduce flex.
- Warm-up:Run a short routine after lunch breaks; thermal stability matters.
- Sampling:Measure early pieces every batch; adjust once, not ten times.
- Documentation:Keep a simple “recipe card” for each profile family.
A small, almost boring ritual here saves money where it counts: fewer rejects, fewer late-night fixes.
Where the QCJ-405 CNC Fits in a Façade Workflow
If your shop cuts long architectural profiles daily, a CNC platform designed around rigidity, clean chip paths, and accurate angle control reduces rework. The QCJ-405 CNC (see the product series and related info here: Profile Cutting Saw and QCJ-405 CNC) targets repetitive miter and straight cuts on large extrusions used in window frames and curtain-wall units. In plain terms: it’s built to hold length and angle while the line keeps moving.
Typical value points buyers care about:
- Stable base and smooth feed for thin-wall sections
- Programmable angles for repeat miter work
- Servo positioning that holds length across a long shift
- Practical chip extraction and coolant options to keep edges clean
- Training and service routines that match real shops, not lab demos
For teams planning to connect cutting with downstream CNC milling or drilling, a recipe-driven saw keeps upstream variation low—so downstream fixtures run smoother.
Quick Field Checklist (Use It This Week)
- Are your worst burrs linked to a single alloy or a single blade lot?
- Do angle errors spike after lunch or only on the first batch of the day?
- Is your back-gauge rigid or does it flex when you lean on it?
- Are clamp pads leaving marks on coated profiles?
- How many times per shift does the operator stop to clear chips?
Answer those five cleanly and you’ll know where to adjust first.

About Foshan Malide Intelligent Equipment Co., Ltd.
Foshan Malide Intelligent Equipment Co., Ltd. focuses on practical equipment for architectural aluminum work—saws, machining centers, and supporting systems that hold tolerance without turning daily work into a science project. The company profile shows a clear pattern: stable frames, consistent feed systems, and service teams that train operators on real jobs, not just sample bars.
Conclusion
Curtain-wall and window fabrication lives or dies on cut quality. The saw is where accuracy, surface finish, and cycle time first come together—or fall apart. Many shops start with manual setups and do fine for a while. Then volume picks up, changeovers get faster, and errors stack up. That’s usually the signal to move toward a CNC aluminum profile cutting saw machine for window fabrication, especially a double head precision layout for miter corners. If your work leans into structural modules or long runs, an automatic aluminum profile cutting saw for structural frames saves more than minutes. It saves the whole day.
FAQ
Q1: Why pick a CNC aluminum profile cutting saw machine for window fabrication instead of a manual saw?
A: CNC platforms give servo-controlled length and angle, so batches hold tolerance with less babysitting. You get cleaner miters, fewer re-clamps, and faster throughput—big wins for curtain-wall units and window frames.
Q2: When does an aluminium profile cutting saw double head precision layout make sense?
A: When you cut lots of miters and want both ends done in one cycle. Double-head precision reduces handling, keeps angles tight, and saves time during assembly.
Q3: Do I really need an automatic aluminum profile cutting saw for structural frames?
A: If you run long extrusions at volume, yes. Automatic loading, positioning, and ejection trim operator steps and keep cycle times steady, which helps downstream assembly hit schedule.
Q4: How do I reduce burrs without slowing the line?
A: Keep blades sharp and matched to the wall thickness, use balanced feed/speed, and add light mist cooling. Strong chip extraction also protects the edge finish.
Q5: What support does Foshan Malide Intelligent Equipment Co., Ltd. provide after the sale?
A: Installation help, operator training, and practical service routines. You can review the scope here: Service. For equipment fit and company background, see Profile Cutting Saw and Company Profile.




