
Machining Large EV Battery Trays How to Control Distortion

You open the technical drawing for a new EV project. It is not a small suspension bracket anymore; it is a 2.5-meter long battery tray. The walls are thin (often under 3mm), the floor is full of pockets, and the flatness tolerance is unforgiving. Then you look at the material: aluminum 6000 series.
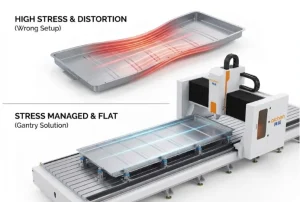
The biggest challenge in this scenario isn’t just cutting the metal; it is keeping it straight. Aluminum has a memory. As soon as you remove material for lightweighting, the internal stresses release, and the part wants to twist, bow, or curl like a potato chip. For automotive suppliers, this is a nightmare. A warped tray means the battery modules won’t fit, or worse, the thermal paste won’t seal, leading to cooling failures. Solving this requires a combination of rigid gantry hardware to stop vibration and smart stress-management strategies.
Why Thin-Wall Aluminum Trays Distort
Before you can fix the problem, you need to respect the physics of the material. Aluminum extrusions are excellent for creating the long, structural shapes needed for EV chassis, but they react aggressively to machining forces. What happens inside the metal when your end mill hits it determines whether you get a good part or a piece of scrap.
Residual Stress Release
Extrusions are created under immense pressure. When the aluminum cools, that stress gets locked inside the grain structure. Machining lineal aluminum extrusions is unique because as soon as you mill away the outer “skin” or dig out deep pockets to reduce weight, you upset the balance of those internal forces. The material moves to find a new equilibrium. If you cut too much from one side at once, the tray will bow instantly.
Heat and The “Nesting Doll” Problem
Battery packs are like a Russian nesting doll: cells go in modules, modules go in the tray, and the tray goes in the car. Every layer needs a perfect seal to protect the high-voltage components from moisture. However, thin walls cannot dissipate heat fast enough. If your machining strategy generates too much heat, the aluminum expands locally during the cut and then shrinks when it cools, pulling the sealing surfaces out of tolerance.
Vibration and Chatter
On a standard machine, the cutting tool pushes against the thin wall, and the wall bounces back. This harmonic vibration, known as chatter, ruins the surface finish. For a sealing gasket to work, the surface roughness usually needs to be Ra 1.6 or better. Chatter marks create potential leak paths, which results in immediate rejection by the OEM.
The Hardware Solution: Why Gantry Beats C-Frame
You cannot fight physics with a flimsy machine. Many shops try to put long battery trays on standard vertical machining centers (VMCs) by repositioning the part halfway through. This is a mistake. Every time you unclamp and move the part, you lose your reference point, introducing “steps” in the milling surface that ruin flatness.
The Advantage of Single-Setup Machining
To maintain a continuous, flat sealing surface over two or three meters, the tool needs to travel the full length of the part without stopping. This requires a machine bed that is longer than the workpiece itself. To avoid the cumulative errors caused by repositioning, the most effective method is using a heavy-duty 7-meter gantry machining center that can process the full length of the tray—and even the side sills—in a single setup.
Rigidity and Stability
Structure matters. A standard C-frame machine is like holding a heavy weight with one arm extended; it naturally wobbles at the far end. A gantry machine is supported on both sides like a bridge. This double-column stability is critical when using long tools to reach the bottom of a battery tray. It absorbs the cutting forces and kills vibration, allowing you to run high-speed finishing passes on thin walls without seeing chatter marks.
The Process Solution: Clamping and Cutting Strategy
Even the most rigid machine can’t save you if you clamp the part too hard. Squeezing a hollow aluminum profile with a hydraulic vise is the fastest way to turn it into a reject. The goal is to hold it gently but firmly.
Vacuum Fixturing
Leading manufacturers often move away from side clamps for thin-walled parts. Instead, they use custom vacuum jigs. A vacuum table pulls the part down evenly across its entire bottom surface. This does two things: it secures the part without crushing the walls, and it provides support underneath the thin floor to stop it from vibrating during face milling.
The “Onion Skin” Technique
To manage stress release, never cut to the final dimension in one heavy pass. Use the “Onion Skin” strategy.
- Roughing:Remove 90% of the material, leaving about 0.5mm to 1mm of stock on the walls and floor.
- Release:Ideally, loosen the clamps slightly to let the part “relax” and release its stress. It might warp slightly here, and that is okay.
- Finishing:Re-clamp (gently) and take a light, high-speed finishing pass to cut the part to its true final dimension.
Thermal Control
Since aluminum expands with heat, keeping the temperature stable is vital. High-pressure coolant is not just for lubrication; it is for temperature control. Some advanced setups even use thermal compensation routines in the machine to adjust for ambient temperature changes in the factory, ensuring that a tray machined at 8:00 AM matches one machined at 2:00 PM.
Conclusion: Precision is the Only Option
In the electric vehicle supply chain, the margin for error is effectively zero. A distorted battery tray isn’t just a cosmetic issue; it is a safety risk. As automakers push for longer range, trays are getting bigger and walls are getting thinner to save weight.
Investing in a large-format gantry machine isn’t just about handling this one job. It opens the door to machining busbars, bumper beams, and structural rails. Don’t let distortion eat your profits. Upgrade to a process designed for automotive tolerances.
Partnering for Production Success
If you are looking for a partner who understands the specific headaches of aluminum processing—from the sticky chips to the vibration of thin walls—Foshan Malide Intelligent Equipment Co., Ltd. is the name you should know. Based in Foshan, the global hub of aluminum extrusion, MALIDE has spent years perfecting machines that do one thing exceptionally well: processing aluminum profiles and long-format industrial parts.
Unlike generic machine builders who try to cut everything from steel to plastic, MALIDE’s engineering is hyper-focused. Their QCL-CNC Series (Gantry Machining Centers) is practically the industry standard for manufacturers dealing with EV battery trays and curtain wall profiles. They understand that for a 3-meter long workpiece, a 0.1mm error is a disaster. That is why they use heavy-duty integrated steel beds and premium components like Schneider electrics and Liming reducers to ensure stability. Whether you need a nimble cutting saw for window frames or a 7-meter beast for automotive chassis parts, MALIDE delivers European-level precision without the excessive price tag. Partnering with specialized aluminum equipment manufacturers ensures you get not just a machine, but a complete process solution tailored for automotive tolerances.
FAQ
Q1: Why can’t I just use my standard VMC and move the part halfway through? A: You can try, but the risk is high. Every time you unclamp and move a long battery tray, you lose your “zero” reference point. This usually leads to a visible step or mismatch in the middle of the part. For an EV battery sealing surface, that step will likely cause a leak check failure.
Q2: Do I really need a 7-meter machine if my parts are only 2 meters long? A: Think about throughput. A 7-meter bed allows you to set up “pendulum machining.” You can machine two 2-meter trays on the left side while your operator is unloading and loading new parts on the right side. The spindle never stops, and you basically double your daily output.
Q3: My thin walls chatter when I try to run fast. What’s wrong? A: It is likely a combination of tool length and machine rigidity. If your machine is a cantilever style, the head might be vibrating. Switching to a gantry structure usually fixes this because the bridge support absorbs that energy. Also, try using a variable helix end mill to break up the harmonic vibration.
Q4: Is a vacuum table strong enough to hold heavy aluminum cutting? A: For finishing and light roughing, absolutely. For heavy hogging (removing lots of material), we often use a hybrid approach: vacuum for the base stability and low-profile side clamps for the heavy lateral forces. It’s all about surface area—more contact means better grip.
Q5: How do you handle the massive amount of chips from digging out a battery tray? A: That is a huge issue. A battery tray is 80% air by the time you are done. You need a machine with an aggressive chip conveyor and high-volume coolant flush. If you don’t get those chips out, you will recut them, which ruins the surface finish and breaks tools.




