
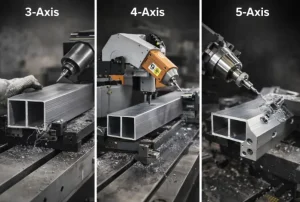
3-Axis vs. 4-Axis vs. 5-Axis: Which CNC Machine is Best for Aluminum Curtain Walls?

Buying a CNC machine for curtain wall profiles is one of the biggest checks a facade factory will write. It is a stressful decision. If you buy a machine that is too simple (3-axis), you waste money paying workers to flip bars all day. If you buy one that is too complex (5-axis), you waste cash on fancy features you might never turn on.
Curtain wall profiles are unique. They are long. They are hollow. And you usually need to drill holes on the top, the front, the back, and sometimes the ends.
This guide cuts through the technical jargon. We will explain exactly what each axis does for an aluminum profile and help you calculate which machine type will actually make you profit.
The 3-Axis CNC: The “Flat Face” Specialist
Let’s start with the basics. A 3-axis machine is the standard mill. The spindle moves in three directions:
-
X-axis: Left and right.
-
Y-axis: Forward and backward.
-
Z-axis: Up and down.
The tool always points straight down. It never tilts.
The Limitation for Curtain Walls
For flat plates, this is fine. But a curtain wall mullion is a 3D tube. You need to drill holes on the front, back, and sides.
To machine the side of a mullion on a 3-axis machine, the operator has to:
-
Machine the top face.
-
Stop the machine.
-
Unclamp the profile.
-
Manually flip it 90 degrees.
-
Re-clamp it and find the “zero” point again.
This is the “Flipping Problem.” It kills your efficiency. It also ruins accuracy because every time you move the part, you introduce a small error.
Verdict: Good for simple tasks like cutting door plates. Bad for structural mullions.
The 4-Axis CNC: The Curtain Wall “Workhorse”
For most facade factories, this is the sweet spot.
In profile machining, a 4-axis machine adds an A-axis. Crucially, the profile usually stays still. Instead, the spindle head rotates. It can swing from -90 degrees to +90 degrees.
Why it Dominates the Industry
It solves the flipping problem. Since the head can tilt, it can machine the top face, then rotate left to machine the front face, then rotate right to machine the back face. It does all of this in one single setup.
-
Speed: It is often 3x faster than a 3-axis process because you don’t stop to flip parts.
-
Accuracy: You hold the part once. The holes on the side line up perfectly with the holes on the top.
For the majority of facade projects, 4-axis profile machining centers offer the perfect balance of speed and capability. They handle the standard locking holes and weep slots that make up 80% of the work.
The 5-Axis CNC: The “Geometric Artist”
The 5-axis machine is the premium option. It adds a C-axis (or sometimes a B-axis). This allows the tool to approach the workpiece from virtually any angle. It can even machine the cut ends of the profile.
The “Killer App” for Facades
Why would you pay extra for this?
-
Complex Angles: Think about a domed roof or a twisted facade on a museum. The holes aren’t just at 90 degrees. They might be at 45 degrees or 12.5 degrees. A 5-axis machine can drill these compound angles easily.
-
End-Machining: It can turn the tool 90 degrees horizontally to machine the cut end of a transom. This saves you from moving the bar to a separate end-milling machine.
Verdict: While overkill for standard square windows, 5-axis capability becomes essential if your shop also handles machining large EV battery trays or complex curved architectural nodes.
Direct Comparison: Speed, Cost, and Flexibility
Here is the breakdown to help you decide.
| Feature | 3-Axis | 4-Axis | 5-Axis |
|---|---|---|---|
| Machining Faces | 1 (Top only) | 3 (Top + 2 Sides) | 5 (Top + Sides + Ends) |
| Setup Time | High (Manual flipping) | Low (Single setup) | Lowest |
| Cost | $ (Cheap) | $$(Moderate) | $$$ (Expensive) |
| Skill Needed | Basic | Intermediate | Advanced |
| Best For | Flat plates | Standard Facades | Complex Shapes |
How to Choose? (The Decision Framework)
-
Scenario A: The High-Volume Standard Facade
-
You are doing unitized curtain walls for skyscrapers. The design is mostly squares and rectangles. You need volume. Get the 4-Axis. It is the fastest ROI.
-
Scenario B: The Boutique Architectural Firm
-
You bid on museums, airports, or “organic” shapes. You need to drill holes at weird angles. Get the 5-Axis. It gives you the flexibility to say “yes” to any design.
-
Scenario C: The Subcontractor
-
You mostly drill holes in flat steel bars or connector plates. Stick to 3-Axis. Don’t pay for rotation you don’t need.
MALIDE’s Philosophy: Matching the Machine to the Project
At MALIDE, we don’t just push the most expensive machine. We look at your drawings.
For most efficient curtain wall production, our 4-axis series is the global best-seller. It hits the “Golden Ratio” of investment versus output. However, regardless of the axis configuration, rigidity is key.
Whether you need a simple workhorse or a complex multi-axis center, partnering with specialized aluminum equipment manufacturers ensures you get a process that works. We use high-end controllers like Siemens or Syntec to ensure that adding more axes doesn’t mean adding more vibration.
FAQ
Q1: Can a 4-axis machine process the ends of a profile?
A: Usually, no. A standard 4-axis rotates around the profile (A-axis). It cannot turn sideways to face the cut end. You typically need a 5-axis machine or a separate end-milling machine for that.
Q2: Is programming a 5-axis machine difficult?
A: It used to be very hard. But modern CAM software has made it much simpler. If you can model it in 3D, the software can usually generate the code. However, it does require a more skilled operator than a 3-axis machine.
Q3: What is the “A-axis” on a profile machine?
A: On a standard milling block, the part often spins. But on a profile machine, the profile is too long to spin. So, the “A-axis” refers to the spindle head rotating left and right (-90° to +90°) to cut the sides of the stationary bar.
Q4: Is a 5-axis machine faster than a 4-axis?
A: Not necessarily. For simple parts, they cut at the same speed. The 5-axis is “faster” only because it saves you from moving the part to a second machine for end-work or complex angles.




